|
苏州虎伏新材料科技有限公司 
| 联系人:祖威 先生 (销售经理) |
 |
| 电 话:0512-58909130 |
|
| 手 机:15162366337 |
|
 |
|
 |
|
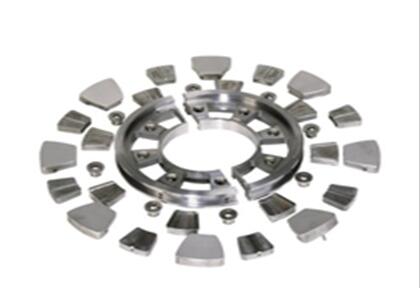
| 提供推力瓦瓦块优质的加工 |
推力瓦作为可倾瓦的一种,因其可有效的防止转子串轴、平衡轴向推力,被广泛应用于汽轮机、水轮机、水泵等设备。推力瓦的加工难点,主要在于平行度、平面度以及结构尺寸,这三者对于精度的要求极高。同时,推力瓦在安装时,轴瓦装配间的高度差不得超过0.20mm。因此,在通常情况下,若要确保推力瓦的装配高度满足要求,各个瓦块之间的厚度差值不得超过0.05mm。另外,由于推力瓦的瓦坯薄,使得其加工易变形,从而导致平面度、平行度不易保证。因此,在对推力瓦进行加工时,要根据瓦面的线性,加工进油边和出油边的斜面,使其深度保持一致。
推力瓦的加工工艺流程可总结为:先粗刨推力瓦瓦坯平面;再对内圆平面及外圆平面进行车削;然后钻攻吊孔、温度计孔;之后铣推力瓦的侧边及斜角;再对需要浇筑巴氏合金的部位进行焊接加工;焊接结束后,检查焊接的质量,对存在焊接缺陷的部位进行修补;之后车去多余的焊接部分,对轴瓦进行铣磨;当轴瓦的焊接质量、表面粗糙度等符合工艺要求后,进行预装,以检查加工质量是否满足要求。
而在对瓦坯焊接时,需注意控制瓦坯的预热温度和预热时间;在用超声波探伤进行焊接质量检测时,应注意检测结合面的有效面积是否大于等于90%,以及局部脱壳是否满足相关标准的要求。 |
|
|